Jeden przegląd
W procesie produkcji układów scalonych fotolitografia jest podstawowym procesem określającym poziom integracji układów scalonych. Zadaniem tego procesu jest wierne przesyłanie informacji graficznych obwodu z maski (zwanej także maską) na podłoże z materiału półprzewodnikowego.
Podstawową zasadą procesu fotolitografii jest wykorzystanie reakcji fotochemicznej fotomaski naniesionej na powierzchnię podłoża do zarejestrowania układu obwodów na masce, osiągając w ten sposób cel przeniesienia układu układu scalonego z projektu na podłoże.
Podstawowy proces fotolitografii
Najpierw na powierzchnię podłoża nakłada się fotomaskę za pomocą maszyny powlekającej;
Następnie za pomocą maszyny fotolitograficznej naświetla się podłoże pokryte fotorezystem, a mechanizm reakcji fotochemicznej rejestruje informacje o wzorze maski przesyłanym przez maszynę fotolitograficzną, kończąc wierną transmisję, przeniesienie i replikację wzoru maski na podłoże;
Na koniec wywoływacz służy do wywoływania odsłoniętego podłoża w celu usunięcia (lub zatrzymania) fotomaski, która po naświetleniu ulega reakcji fotochemicznej.
Drugi proces fotolitografii
Aby przenieść zaprojektowany wzór obwodu z maski na płytkę krzemową, należy najpierw przeprowadzić transfer w procesie naświetlania, a następnie uzyskać wzór krzemu w procesie trawienia.
Ponieważ do oświetlania obszaru procesu fotolitografii wykorzystuje się źródło światła żółtego, na które materiały światłoczułe są niewrażliwe, obszar ten nazywany jest również obszarem światła żółtego.
Fotolitografia została po raz pierwszy zastosowana w przemyśle poligraficznym i była główną technologią wczesnej produkcji płytek PCB. Od lat pięćdziesiątych XX wieku fotolitografia stopniowo staje się główną technologią przenoszenia wzorów w produkcji układów scalonych.
Kluczowe wskaźniki procesu litografii obejmują rozdzielczość, czułość, dokładność nakładki, wskaźnik defektów itp.
Najbardziej krytycznym materiałem w procesie fotolitografii jest fotomaska, która jest materiałem światłoczułym. Ponieważ czułość fotomaski zależy od długości fali źródła światła, do procesów fotolitografii wymagane są różne materiały fotolitograficzne, takie jak linia g/i, 248 nm KrF i 193 nm ArF.
Główny proces typowego procesu fotolitografii obejmuje pięć etapów
:
-Przygotowanie filmu bazowego;
-Zastosuj fotorezyst i miękkie pieczenie;
-Wyrównanie, naświetlanie i wypalanie poekspozycyjne;
-Rozwiń twardy film;
-Wykrywanie rozwoju.
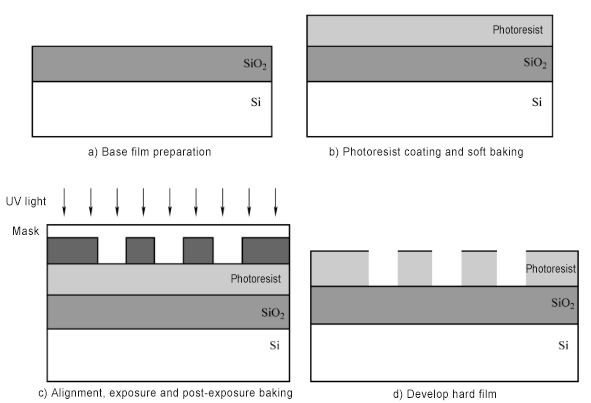
(1)Przygotowanie filmu bazowego: głównie czyszczenie i odwadnianie. Ponieważ wszelkie zanieczyszczenia osłabią przyczepność pomiędzy fotomaską a płytką, dokładne czyszczenie może poprawić przyczepność pomiędzy płytką a fotomaską.
(2)Powłoka fotorezystowa: Osiąga się to poprzez obracanie płytki krzemowej. Różne fotomaski wymagają różnych parametrów procesu powlekania, w tym prędkości obrotowej, grubości fotomaski i temperatury.
Miękkie pieczenie: Wypiekanie może poprawić przyczepność fotomaski do płytki krzemowej, a także jednorodność grubości fotorezystu, co jest korzystne dla precyzyjnej kontroli wymiarów geometrycznych późniejszego procesu trawienia.
(3)Wyrównanie i ekspozycja: Wyrównanie i naświetlenie to najważniejsze etapy procesu fotolitografii. Polegają one na dopasowaniu wzoru maski do istniejącego wzoru na płytce (lub wzorze przedniej warstwy), a następnie naświetleniu jej określonym światłem. Energia świetlna aktywuje światłoczułe składniki fotomaski, przenosząc w ten sposób wzór maski na fotomaskę.
Sprzęt używany do wyrównywania i naświetlania to maszyna do fotolitografii, która jest najdroższym pojedynczym urządzeniem procesowym w całym procesie produkcji układów scalonych. Poziom techniczny maszyny fotolitograficznej odzwierciedla stopień zaawansowania całej linii produkcyjnej.
Wypalanie po naświetleniu: odnosi się do krótkiego procesu wypalania po naświetleniu, który daje inny efekt niż w przypadku fotomasek w głębokim ultrafiolecie i konwencjonalnych fotomasek i-line.
W przypadku fotomaski w głębokim ultrafiolecie wypalanie po naświetleniu usuwa składniki ochronne z fotomaski, umożliwiając rozpuszczenie fotomaski w wywoływaczu, dlatego konieczne jest wypalanie po naświetleniu;
W przypadku konwencjonalnych fotomasek i-line wypalanie po naświetleniu może poprawić przyczepność fotomaski i zmniejszyć fale stojące (fale stojące będą miały niekorzystny wpływ na morfologię krawędzi fotomaski).
(4)Wywoływanie filmu twardego: użycie wywoływacza w celu rozpuszczenia rozpuszczalnej części fotomaski (fotomaski pozytywowej) po naświetleniu i dokładnego wyświetlenia wzoru maski za pomocą wzoru fotorezystu.
Kluczowe parametry procesu wywoływania obejmują temperaturę i czas wywoływania, dozowanie i stężenie wywoływacza, czyszczenie itp. Dostosowując odpowiednie parametry wywoływania, można zwiększyć różnicę w szybkości rozpuszczania pomiędzy naświetlonymi i nienaświetlonymi częściami fotomaski, w ten sposób uzyskanie pożądanego efektu rozwojowego.
Utwardzanie znane jest również jako wypiekanie utwardzające, które jest procesem usuwania pozostałych rozpuszczalników, wywoływacza, wody i innych zbędnych składników resztkowych w wywołanej fotomasce poprzez ich ogrzewanie i odparowanie, w celu poprawy przyczepności fotomaski do podłoża krzemowego i odporność na trawienie fotomaski.
Temperatura procesu utwardzania różni się w zależności od różnych fotomasek i metod utwardzania. Założeniem jest, że wzór fotomaski nie odkształca się, a fotomaska powinna być wystarczająco twarda.
(5)Inspekcja rozwoju: Ma to na celu sprawdzenie defektów we wzorze fotorezystu po wywołaniu. Zwykle wykorzystuje się technologię rozpoznawania obrazu, aby automatycznie skanować wzór chipa po opracowaniu i porównywać go z zapisanym, wolnym od defektów wzorcem standardowym. Jeżeli zostanie stwierdzona jakakolwiek różnica, uważa się ją za wadliwą.
Jeżeli liczba defektów przekracza określoną wartość, uznaje się, że płytka krzemowa nie przeszła testu rozwojowego i może zostać złomowana lub przerobiona, stosownie do potrzeb.
W procesie produkcji układów scalonych większość procesów jest nieodwracalna, a fotolitografia jest jednym z niewielu procesów, które można przerobić.
Trzy fotomaski i materiały fotomaskowe
3.1 Fotomaska
Fotomaska, znana również jako maska fotolitograficzna, jest mistrzem stosowanym w procesie fotolitografii przy produkcji płytek z obwodami scalonymi.
Proces produkcji fotomaski polega na przekształceniu oryginalnych danych dotyczących układu wymaganych do produkcji płytek, zaprojektowanych przez inżynierów zajmujących się projektowaniem obwodów scalonych, do formatu danych, który może zostać rozpoznany przez generatory wzorców laserowych lub sprzęt do naświetlania wiązką elektronów poprzez przetwarzanie danych maski, tak aby mógł on zostać naświetlony przez powyższy sprzęt na materiale podłoża fotomaski pokrytym materiałem światłoczułym; następnie jest poddawany szeregowi procesów, takich jak wywoływanie i trawienie, w celu utrwalenia wzoru na materiale podłoża; na koniec jest sprawdzany, naprawiany, czyszczony i laminowany folią w celu utworzenia maski i dostarczany do producenta układu scalonego w celu użycia.
3.2 Fotomaska
Fotomaska, znana również jako fotomaska, jest materiałem światłoczułym. Zawarte w nim składniki światłoczułe ulegną zmianom chemicznym pod wpływem napromieniowania światłem, powodując w ten sposób zmiany w szybkości rozpuszczania. Jej główną funkcją jest przeniesienie wzoru znajdującego się na masce na podłoże jakim jest wafelek.
Zasada działania fotomaski: Najpierw fotomaskę nakłada się na podłoże i wstępnie wypala w celu usunięcia rozpuszczalnika;
Po drugie, maska jest wystawiona na działanie światła, co powoduje, że światłoczułe składniki w odsłoniętej części ulegają reakcji chemicznej;
Następnie wykonuje się wypalanie poekspozycyjne;
Na koniec fotomaska jest częściowo rozpuszczana w procesie wywoływania (w przypadku fotomaski pozytywowej rozpuszczany jest obszar naświetlony, w przypadku fotomaski negatywowej rozpuszczany jest obszar nienaświetlony), realizując w ten sposób przeniesienie wzoru układu scalonego z maski na podłoże.
Składniki fotomaski obejmują głównie żywicę błonotwórczą, składnik światłoczuły, dodatki śladowe i rozpuszczalnik.
Wśród nich żywicę błonotwórczą stosuje się w celu zapewnienia właściwości mechanicznych i odporności na trawienie; składnik światłoczuły ulega zmianom chemicznym pod wpływem światła, powodując zmiany szybkości rozpuszczania;
Dodatki śladowe obejmują barwniki, środki zwiększające lepkość itp., które stosuje się w celu poprawy działania fotomaski; rozpuszczalniki służą do rozpuszczenia składników i równomiernego ich wymieszania.
Fotomaski będące obecnie w powszechnym użyciu można podzielić na tradycyjne fotomaski i fotomaski wzmacniane chemicznie zgodnie z mechanizmem reakcji fotochemicznej, a także można je podzielić na ultrafiolet, głębokie ultrafiolet, ekstremalne ultrafiolet, wiązkę elektronów, wiązkę jonów i fotomaski rentgenowskie zgodnie z długość fali światłoczułości.
Cztery urządzenia fotolitograficzne
Technologia fotolitografii przeszła proces rozwoju litografii kontaktowej/zbliżeniowej, litografii z projekcją optyczną, litografii typu „krok i powtarzanie”, litografii skaningowej, litografii zanurzeniowej i litografii EUV.
4.1 Maszyna do litografii kontaktowej/zbliżeniowej
Technologia litografii kontaktowej pojawiła się w latach 60. XX wieku, a szeroko stosowana była w latach 70. XX wieku. Była to główna metoda litografii w erze małoskalowych układów scalonych i była stosowana głównie do produkcji układów scalonych o rozmiarach większych niż 5 μm.
W maszynie do litografii kontaktowej/zbliżeniowej płytka jest zwykle umieszczana na ręcznie sterowanym położeniu poziomym i obrotowym stole roboczym. Operator używa dyskretnego mikroskopu polowego do jednoczesnej obserwacji położenia maski i płytki oraz ręcznie steruje położeniem stołu roboczego w celu wyrównania maski i płytki. Po dopasowaniu płytki i maski, zostaną one dociśnięte do siebie, tak aby maska miała bezpośredni kontakt z fotomaską na powierzchni płytki.
Po zdjęciu obiektywu mikroskopu sprasowaną płytkę i maskę przesuwa się na stół ekspozycyjny w celu naświetlenia. Światło emitowane przez lampę rtęciową jest kolimowane i równoległe do maski przez soczewkę. Ponieważ maska ma bezpośredni kontakt z warstwą fotorezystu na płytce, po naświetleniu wzór maski jest przenoszony na warstwę fotorezystu w stosunku 1:1.
Sprzęt do litografii kontaktowej jest najprostszym i najbardziej ekonomicznym sprzętem do litografii optycznej i może uzyskać naświetlenie grafiki o wielkości poniżej mikrona, dlatego nadal jest używany w produkcji małych partii produktów i badaniach laboratoryjnych. Do produkcji układów scalonych na dużą skalę wprowadzono technologię litografii zbliżeniowej, aby uniknąć wzrostu kosztów litografii spowodowanego bezpośrednim kontaktem maski z płytką.
Litografia zbliżeniowa była szeroko stosowana w latach 70. XX wieku, w erze małych układów scalonych i wczesnej ery układów scalonych średniej skali. W odróżnieniu od litografii kontaktowej, maska w litografii zbliżeniowej nie styka się bezpośrednio z fotomaską na płytce, lecz pozostaje szczelina wypełniona azotem. Maska unosi się na azocie, a wielkość szczeliny pomiędzy maską a płytką zależy od ciśnienia azotu.
Ponieważ w litografii zbliżeniowej nie ma bezpośredniego kontaktu pomiędzy płytką a maską, defekty wprowadzone podczas procesu litografii są redukowane, zmniejszając w ten sposób utratę maski i poprawiając wydajność płytki. W litografii zbliżeniowej szczelina między płytką a maską umieszcza płytkę w obszarze dyfrakcji Fresnela. Obecność dyfrakcji ogranicza dalszą poprawę rozdzielczości sprzętu do litografii zbliżeniowej, dlatego technologia ta nadaje się głównie do produkcji układów scalonych o rozmiarach elementów powyżej 3 μm.
4.2 Stepper i wzmacniak
Stepper jest jednym z najważniejszych urządzeń w historii litografii płytek, dzięki któremu proces litografii submikronowej stał się masową produkcją. Stepper wykorzystuje typowe statyczne pole ekspozycji o wymiarach 22 mm × 22 mm oraz optyczną soczewkę projekcyjną o współczynniku redukcji 5:1 lub 4:1 do przeniesienia wzoru z maski na płytkę.
Maszyna do litografii krokowej składa się zazwyczaj z podukładu naświetlania, podukładu stolika przedmiotu obrabianego, podukładu stolika maski, podukładu ogniskowania/poziomowania, podukładu wyrównywania, podukładu ramy głównej, podukładu przenoszenia płytek, podukładu przenoszenia maski , podsystem elektroniczny i podsystem oprogramowania.
Typowy proces pracy maszyny do litografii krokowej jest następujący:
W pierwszej kolejności płytka pokryta fotomaską przenoszona jest na stół przedmiotu obrabianego za pomocą podsystemu przenoszenia płytki, a maska przeznaczona do naświetlania jest przenoszona na stół maski za pomocą podsystemu przenoszenia maski;
Następnie system za pomocą podsystemu ogniskowania/poziomowania wykonuje wielopunktowy pomiar wysokości płytki na stoliku przedmiotu obrabianego w celu uzyskania informacji takich jak wysokość i kąt nachylenia powierzchni naświetlanej płytki, tak aby obszar naświetlania płytki płytkę można zawsze kontrolować w obrębie głębi ogniskowej obiektywu projekcyjnego podczas procesu naświetlania;Następnie system wykorzystuje podsystem wyrównywania w celu dopasowania maski i płytki tak, aby podczas procesu naświetlania dokładność położenia obrazu maski i przeniesienia wzoru płytki zawsze mieściła się w zakresie wymagań nakładki.
Na koniec, etapowe działanie całej powierzchni płytki jest zakończone zgodnie z zaleconą ścieżką, aby zrealizować funkcję przenoszenia wzoru.
Kolejna maszyna litograficzna stepperowo-skanerowa opiera się na powyższym podstawowym procesie pracy, usprawniającym stopniowanie → narażenie na skanowanie → naświetlenie i ogniskowanie/poziomowanie → wyrównywanie → naświetlanie modelu dwuetapowego do pomiaru (ogniskowanie/poziomowanie → wyrównywanie) i skanowanie ekspozycja równolegle.
W porównaniu z maszyną do litografii typu „krok i skanowanie”, maszyna do litografii typu „krok i powtarzanie” nie musi osiągać synchronicznego skanowania wstecznego maski i płytki i nie wymaga stołu maski skanującej ani synchronicznego systemu kontroli skanowania. Dlatego konstrukcja jest stosunkowo prosta, koszt jest stosunkowo niski, a działanie jest niezawodne.
Po tym, jak technologia IC weszła do 0,25 μm, zastosowanie litografii krokowej i powtarzalnej zaczęło spadać ze względu na zalety litografii krokowo-skanowej w zakresie wielkości pola ekspozycji skanowania i jednorodności ekspozycji. Obecnie najnowsza litografia typu „krok i powtarzanie” oferowana przez firmę Nikon charakteryzuje się polem widzenia statycznego naświetlania tak dużym jak w litografii typu „krok i skanowanie” i może przetwarzać ponad 200 płytek na godzinę przy niezwykle wysokiej wydajności produkcji. Tego typu maszyny litograficzne są obecnie wykorzystywane głównie do wytwarzania niekrytycznych warstw układów scalonych.
4.3 Skaner krokowy
Zastosowanie litografii krokowo-skanowej rozpoczęło się w latach 90. XX wieku. Konfigurując różne źródła światła ekspozycyjnego, technologia „krok i skanowanie” może obsługiwać różne węzły technologii procesowej, od zanurzenia 365 nm, 248 nm, 193 nm po litografię EUV. W przeciwieństwie do litografii typu „krok i powtarzanie”, naświetlanie pojedynczego pola w litografii typu „krok i skanowanie” wykorzystuje skanowanie dynamiczne, to znaczy płyta maskująca wykonuje ruch skanujący synchronicznie względem płytki; po zakończeniu bieżącego naświetlania pola płytka jest przenoszona przez stolik przedmiotu obrabianego i przesuwana do następnego położenia pola skanowania, a wielokrotne naświetlanie jest kontynuowane; powtórz naświetlanie krok po kroku, aż do odsłonięcia wszystkich pól całej płytki.
Konfigurując różne typy źródeł światła (takie jak i-line, KrF, ArF), skaner krokowy może obsługiwać prawie wszystkie węzły technologiczne procesu front-end półprzewodników. W typowych procesach CMOS opartych na krzemie zastosowano skanery krokowe w dużych ilościach od węzła 0,18 μm; Maszyny do litografii w ekstremalnym ultrafiolecie (EUV) stosowane obecnie w węzłach procesowych poniżej 7 nm również wykorzystują skanowanie krokowe. Po częściowej modyfikacji adaptacyjnej skaner krokowy może również wspierać badania, rozwój i produkcję wielu procesów innych niż krzem, takich jak MEMS, urządzenia zasilające i urządzenia RF.
Główni producenci maszyn do litografii projekcyjnej typu „step-and-scan” to ASML (Holandia), Nikon (Japonia), Canon (Japonia) i SMEE (Chiny). ASML wypuścił na rynek serię maszyn do litografii typu „step-and-scan” TWINSCAN w 2001 roku. Przyjmuje dwustopniową architekturę systemu, która może skutecznie poprawić wydajność sprzętu i stała się najczęściej używaną maszyną do litografii wysokiej klasy.
4.4 Litografia zanurzeniowa
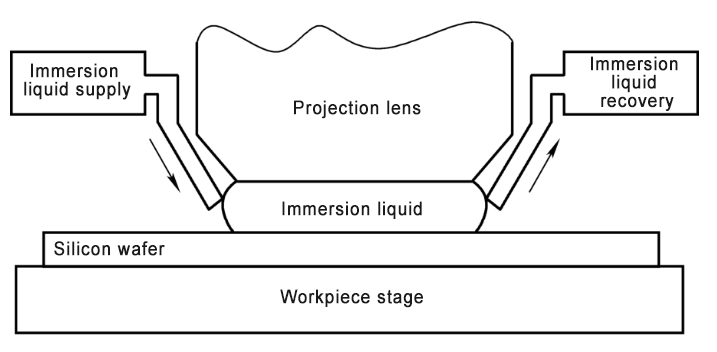
Ze wzoru Rayleigha wynika, że gdy długość fali ekspozycji pozostaje niezmieniona, skutecznym sposobem na dalszą poprawę rozdzielczości obrazowania jest zwiększenie apertury numerycznej układu obrazowania. Dla rozdzielczości obrazowania poniżej 45nm i wyższych metoda suchego naświetlania ArF nie jest już w stanie spełnić wymagań (ponieważ obsługuje maksymalną rozdzielczość obrazowania 65nm), dlatego konieczne jest wprowadzenie metody litografii zanurzeniowej. W tradycyjnej technologii litograficznej ośrodkiem pomiędzy soczewką a fotomaską jest powietrze, natomiast w technologii litografii zanurzeniowej zastępuje się powietrze cieczą (najczęściej ultraczystą wodą o współczynniku załamania światła 1,44).
W rzeczywistości technologia litografii zanurzeniowej wykorzystuje skrócenie długości fali źródła światła po przejściu światła przez ciekły ośrodek w celu poprawy rozdzielczości, a współczynnik skrócenia to współczynnik załamania światła ciekłego ośrodka. Choć litografia zanurzeniowa jest typem litografii krokowo-skanowej i rozwiązanie systemowe jej wyposażenia nie uległo zmianie, stanowi ona modyfikację i rozwinięcie litografii krokowo-skanerowej ArF w związku z wprowadzeniem kluczowych technologii związanych do zanurzenia.
Zaletą litografii zanurzeniowej jest to, że dzięki zwiększeniu apertury numerycznej systemu poprawia się rozdzielczość obrazowania maszyny litograficznej ze skanerem krokowym, która może spełnić wymagania procesowe dotyczące rozdzielczości obrazowania poniżej 45 nm.
Ponieważ maszyna do litografii zanurzeniowej nadal wykorzystuje źródło światła ArF, gwarantowana jest ciągłość procesu, co pozwala zaoszczędzić koszty badań i rozwoju źródła światła, sprzętu i procesu. Na tej podstawie, w połączeniu z wieloma grafikami i technologią litografii obliczeniowej, maszyna do litografii zanurzeniowej może być stosowana w węzłach procesowych o długości 22 nm i poniżej. Zanim maszyna litograficzna EUV została oficjalnie wprowadzona do masowej produkcji, maszyna do litografii zanurzeniowej była szeroko stosowana i mogła spełniać wymagania procesowe węzła 7 nm. Jednak ze względu na wprowadzenie cieczy zanurzeniowej znacznie wzrosła trudność inżynieryjna samego sprzętu.
Jej kluczowe technologie obejmują technologię dostarczania i odzyskiwania cieczy immersyjnej, technologię utrzymywania pola cieczy immersyjnej, technologię kontroli zanieczyszczeń i defektów w wyniku litografii zanurzeniowej, rozwój i konserwację zanurzeniowych soczewek projekcyjnych o bardzo dużej aperturze numerycznej oraz technologię wykrywania jakości obrazu w warunkach zanurzeniowych.
Obecnie komercyjne maszyny do litografii typu „krok i skanowanie” ArFi są dostarczane głównie przez dwie firmy, a mianowicie ASML z Holandii i Nikon z Japonii. Wśród nich cena pojedynczego ASML NXT1980 Di wynosi około 80 milionów euro.
4.5 Maszyna do litografii w ekstremalnym ultrafiolecie
W celu poprawy rozdzielczości fotolitografii długość fali naświetlania ulega dalszemu skróceniu po przyjęciu ekscymerowego źródła światła, a jako źródło światła naświetlającego wprowadza się skrajne światło ultrafioletowe o długości fali od 10 do 14 nm. Długość fali ekstremalnego światła ultrafioletowego jest niezwykle krótka, a odblaskowy układ optyczny, który można zastosować, składa się zwykle z wielowarstwowych reflektorów foliowych, takich jak Mo/Si lub Mo/Be.
Wśród nich teoretyczny maksymalny współczynnik odbicia wielowarstwowej folii Mo/Si w zakresie długości fal od 13,0 do 13,5 nm wynosi około 70%, a teoretyczny maksymalny współczynnik odbicia wielowarstwowej folii Mo/Be przy krótszej długości fali wynoszącej 11,1 nm wynosi około 80%. Chociaż współczynnik odbicia wielowarstwowych reflektorów Mo/Be jest wyższy, Be jest wysoce toksyczny, dlatego przy opracowywaniu technologii litografii EUV porzucono badania nad takimi materiałami.Obecna technologia litografii EUV wykorzystuje wielowarstwową folię Mo/Si, a długość fali naświetlania również wynosi 13,5 nm.
Główne źródło ekstremalnego światła ultrafioletowego wykorzystuje technologię plazmy wytwarzanej laserowo (LPP), która wykorzystuje lasery o dużej intensywności do wzbudzania gorącej plazmy Sn w celu emisji światła. Przez długi czas moc i dostępność źródła światła były wąskimi gardłami ograniczającymi wydajność maszyn litograficznych EUV. Dzięki głównemu wzmacniaczowi mocy oscylatora, technologii predykcyjnej plazmy (PP) i technologii czyszczenia lusterek zbierających na miejscu, moc i stabilność źródeł światła EUV zostały znacznie ulepszone.
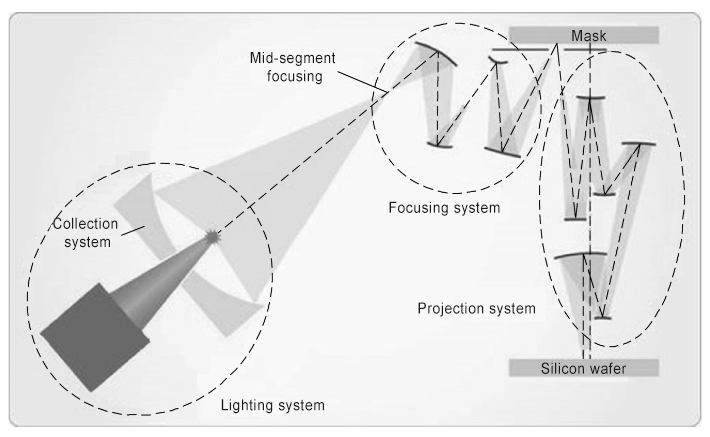
Maszyna do litografii EUV składa się głównie z podsystemów, takich jak źródło światła, oświetlenie, soczewka obiektywu, stolik przedmiotu obrabianego, stolik maski, wyrównanie płytki, ogniskowanie/poziomowanie, transmisja maski, transmisja płytki i rama próżniowa. Po przejściu przez system oświetlenia składający się z wielowarstwowych powlekanych odbłyśników, na maskę odblaskową napromieniane jest skrajne światło ultrafioletowe. Światło odbite przez maskę wchodzi do optycznego systemu obrazowania całkowitego odbicia złożonego z szeregu reflektorów, a na koniec odbity obraz maski jest rzutowany na powierzchnię płytki w środowisku próżniowym.
Zarówno pole naświetlania, jak i pole widzenia obrazowania maszyny do litografii EUV mają kształt łuku, a w celu uzyskania pełnej ekspozycji płytek w celu poprawy wydajności wyjściowej stosuje się metodę skanowania krok po kroku. Najbardziej zaawansowana maszyna litograficzna EUV serii NXE firmy ASML wykorzystuje źródło światła naświetlającego o długości fali 13,5 nm, maskę odblaskową (kąt padania ukośny 6°), system obiektywów projekcyjnych z 4-krotną redukcją i strukturą 6 zwierciadeł (NA=0,33), pole widzenia skanowania 26 mm × 33 mm i środowisko ekspozycji próżniowej.
W porównaniu z maszynami do litografii zanurzeniowej znacznie poprawiono rozdzielczość pojedynczej ekspozycji maszyn do litografii EUV wykorzystujących źródła ekstremalnego światła ultrafioletowego, co pozwala skutecznie uniknąć złożonego procesu wymaganego w przypadku wielokrotnej fotolitografii w celu utworzenia grafiki o wysokiej rozdzielczości. Obecnie rozdzielczość pojedynczej ekspozycji maszyny litograficznej NXE 3400B z aperturą numeryczną 0,33 sięga 13 nm, a wydajność osiąga 125 sztuk/h.
Aby sprostać potrzebom dalszego rozszerzenia prawa Moore’a, w przyszłości maszyny litograficzne EUV z aperturą numeryczną 0,5 będą wyposażone w system obiektywów projekcyjnych z centralnym blokowaniem światła, wykorzystujący asymetryczne powiększenie 0,25/0,125 razy, oraz pole widzenia podczas skanowania zostanie zmniejszone z 26 m × 33 mm do 26 mm × 16,5 mm, a rozdzielczość pojedynczej ekspozycji może osiągnąć poniżej 8 nm.
—————————————————————————————————————————————————— ———————————
Semicera może zapewnićczęści grafitowe, miękki/sztywny filc, części z węglika krzemu, Części z węglika krzemu CVD, ICzęści pokryte SiC/TaCz pełnym procesem półprzewodnikowym w 30 dni.
Jeśli interesują Cię powyższe produkty półprzewodnikowe,Nie wahaj się z nami skontaktować po raz pierwszy.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Czas publikacji: 31 sierpnia 2024 r