1. Wprowadzenie
Proces przyłączania substancji (surowców) do powierzchni materiałów podłoża metodami fizycznymi lub chemicznymi nazywany jest wzrostem cienkowarstwowym.
Zgodnie z różnymi zasadami działania osadzanie cienkowarstwowych układów scalonych można podzielić na:
-Fizyczne osadzanie z fazy gazowej (PVD);
-Chemiczne osadzanie z fazy gazowej (CVD);
-Rozszerzenie.
2. Proces wzrostu cienkiej warstwy
2.1 Proces fizycznego osadzania z fazy gazowej i rozpylania katodowego
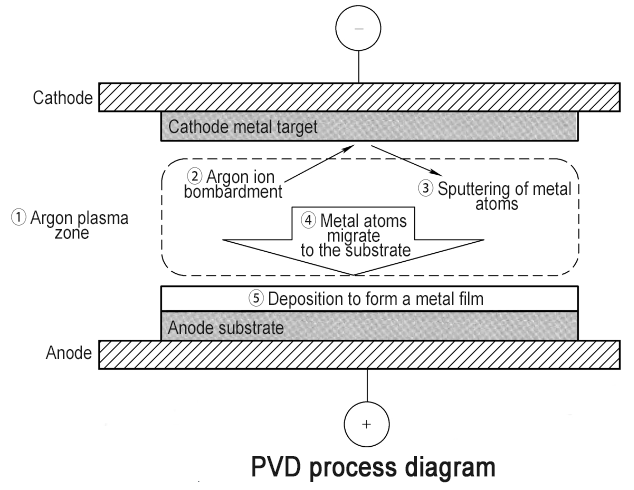
Proces fizycznego osadzania z fazy gazowej (PVD) odnosi się do stosowania metod fizycznych, takich jak odparowanie próżniowe, napylanie katodowe, powlekanie plazmowe i epitaksja z wiązek molekularnych w celu utworzenia cienkiej warstwy na powierzchni płytki.
W branży VLSI najpowszechniej stosowaną technologią PVD jest rozpylanie, które jest stosowane głównie w przypadku elektrod i metalowych połączeń wzajemnych układów scalonych. Rozpylanie to proces, w którym rzadkie gazy [takie jak argon (Ar)] są jonizowane w jony (takie jak Ar+) pod działaniem zewnętrznego pola elektrycznego w warunkach wysokiej próżni i bombardują materialne źródło celu w środowisku wysokiego napięcia, wybijanie atomów lub cząsteczek materiału docelowego, a następnie docieranie do powierzchni płytki w celu utworzenia cienkiej warstwy po bezkolizyjnym procesie lotu. Ar ma stabilne właściwości chemiczne, a jego jony nie będą reagować chemicznie z materiałem docelowym i folią. Gdy chipy obwodów scalonych wkraczają w erę połączeń miedzianych o grubości 0,13 μm, w warstwie miedzianego materiału barierowego zastosowano warstwę azotku tytanu (TiN) lub azotku tantalu (TaN). Zapotrzebowanie na technologię przemysłową sprzyja badaniom i rozwojowi technologii napylania metodą reakcji chemicznej, czyli w komorze napylania oprócz Ar znajduje się także reaktywny azot gazowy (N2), dzięki czemu Ti lub Ta bombardowane z materiał docelowy Ti lub Ta reaguje z N2, tworząc wymaganą warstwę TiN lub TaN.
Istnieją trzy powszechnie stosowane metody rozpylania, mianowicie rozpylanie DC, rozpylanie RF i rozpylanie magnetronowe. Wraz ze wzrostem integracji układów scalonych rośnie liczba warstw wielowarstwowego okablowania metalowego, a zastosowanie technologii PVD staje się coraz szersze. Materiały PVD obejmują Al-Si, Al-Cu, Al-Si-Cu, Ti, Ta, Co, TiN, TaN, Ni, WSi2 itp.
Procesy PVD i napylania są zwykle przeprowadzane w wysoce uszczelnionej komorze reakcyjnej o stopniu próżni od 1×10-7 do 9×10-9 Torr, co może zapewnić czystość gazu podczas reakcji; jednocześnie wymagane jest zewnętrzne wysokie napięcie, aby zjonizować rzadki gaz i wygenerować wystarczająco wysokie napięcie, aby zbombardować cel. Do głównych parametrów oceny procesów PVD i napylania zalicza się ilość pyłu, a także wartość rezystancji, jednorodność, grubość współczynnika odbicia i naprężenie utworzonej folii.
2.2 Proces chemicznego osadzania z fazy gazowej i napylania
Chemiczne osadzanie z fazy gazowej (CVD) odnosi się do technologii procesowej, w której różnorodne reagenty gazowe o różnych ciśnieniach cząstkowych reagują chemicznie w określonej temperaturze i ciśnieniu, a wytworzone substancje stałe osadzają się na powierzchni materiału podłoża w celu uzyskania pożądanej cienkiej warstwy. film. W tradycyjnym procesie produkcji układów scalonych otrzymywanymi materiałami cienkowarstwowymi są na ogół związki takie jak tlenki, azotki, węgliki lub materiały takie jak krzem polikrystaliczny i krzem amorficzny. Selektywny wzrost epitaksjalny, który jest częściej stosowany po węźle 45 nm, taki jak źródło i dren SiGe lub selektywny wzrost epitaksjalny Si, jest również technologią CVD.
Dzięki tej technologii można w dalszym ciągu tworzyć materiały monokrystaliczne tego samego typu lub podobne do oryginalnej sieci na podłożu monokrystalicznym z krzemu lub innych materiałów wzdłuż pierwotnej sieci. CVD jest szeroko stosowana do wytwarzania izolacyjnych folii dielektrycznych (takich jak SiO2, Si3N4 i SiON itp.) oraz folii metalowych (takich jak wolfram itp.).
Ogólnie, zgodnie z klasyfikacją ciśnieniową, CVD można podzielić na chemiczne osadzanie z fazy gazowej pod ciśnieniem atmosferycznym (APCVD), chemiczne osadzanie z fazy gazowej pod ciśnieniem (SAPCVD) i chemiczne osadzanie z fazy gazowej pod niskim ciśnieniem (LPCVD).
Zgodnie z klasyfikacją temperaturową CVD można podzielić na chemiczne osadzanie z fazy gazowej w wysokiej temperaturze/niskiej temperaturze (HTO/LTO CVD) i szybkie chemiczne osadzanie z fazy gazowej metodą termiczną (Rapid Thermal CVD, RTCVD);
W zależności od źródła reakcji CVD można podzielić na CVD na bazie silanu, CVD na bazie poliestru (CVD na bazie TEOS) i chemiczne osadzanie z fazy gazowej metali organicznych (MOCVD);
Zgodnie z klasyfikacją energetyczną CVD można podzielić na chemiczne osadzanie z fazy gazowej metodą termiczną (Thermal CVD), chemiczne osadzanie z fazy gazowej wspomagane plazmą (CVD wzmocnione plazmą, PECVD) i chemiczne osadzanie z fazy gazowej w plazmie o dużej gęstości (CVD w plazmie o dużej gęstości, HDPCVD). Ostatnio opracowano również płynne chemiczne osadzanie z fazy gazowej (Flowable CVD, FCVD) o doskonałej zdolności wypełniania szczelin.
Różne folie hodowane metodą CVD mają różne właściwości (takie jak skład chemiczny, stała dielektryczna, napięcie, naprężenie i napięcie przebicia) i mogą być stosowane oddzielnie w zależności od różnych wymagań procesu (takich jak temperatura, stopień pokrycia, wymagania dotyczące napełniania itp.).
2.3 Proces osadzania warstwy atomowej
Osadzanie warstwy atomowej (ALD) odnosi się do osadzania atomów warstwa po warstwie na materiale podłoża poprzez wzrost pojedynczej warstwy po warstwie filmu atomowego. Typowy ALD wykorzystuje metodę wprowadzania prekursorów gazowych do reaktora w sposób naprzemienny, pulsacyjny.
Przykładowo, najpierw na powierzchnię podłoża wprowadza się prekursor reakcji 1, a po adsorpcji chemicznej na powierzchni podłoża tworzy się pojedyncza warstwa atomowa; następnie prekursor 1 pozostający na powierzchni podłoża iw komorze reakcyjnej jest wypompowywany za pomocą pompy powietrznej; następnie prekursor reakcji 2 wprowadza się na powierzchnię podłoża i reaguje chemicznie z prekursorem 1 zaadsorbowanym na powierzchni podłoża, tworząc odpowiedni materiał cienkowarstwowy i odpowiednie produkty uboczne na powierzchni podłoża; gdy prekursor 1 przereaguje całkowicie, reakcja zakończy się automatycznie, co jest samoograniczającą cechą ALD, a następnie ekstrahuje się pozostałe reagenty i produkty uboczne w celu przygotowania do następnego etapu wzrostu; powtarzając powyższy proces w sposób ciągły, można osiągnąć osadzanie materiałów cienkowarstwowych hodowanych warstwa po warstwie z pojedynczymi atomami.
Zarówno ALD, jak i CVD są sposobami wprowadzenia gazowego źródła reakcji chemicznej w celu reakcji chemicznej na powierzchni podłoża, ale różnica polega na tym, że gazowe źródło reakcji CVD nie ma cechy samoograniczającego się wzrostu. Można zauważyć, że kluczem do rozwoju technologii ALD jest znalezienie prekursorów o właściwościach samoograniczających reakcji.
2.4 Proces epitaksjalny
Proces epitaksjalny odnosi się do procesu wzrostu całkowicie uporządkowanej warstwy monokryształu na podłożu. Ogólnie rzecz biorąc, proces epitaksjalny polega na wyhodowaniu warstwy kryształu o tej samej orientacji sieci co pierwotne podłoże na podłożu monokrystalicznym. Proces epitaksjalny jest szeroko stosowany w produkcji półprzewodników, takich jak epitaksjalne płytki krzemowe w przemyśle układów scalonych, osadzony wzrost epitaksjalny źródła i drenu tranzystorów MOS, wzrost epitaksjalny na podłożach LED itp.
W zależności od różnych stanów fazowych źródła wzrostu, metody wzrostu epitaksjalnego można podzielić na epitaksję w fazie stałej, epitaksję w fazie ciekłej i epitaksję w fazie pary. W produkcji układów scalonych powszechnie stosowanymi metodami epitaksjalnymi są epitaksja w fazie stałej i epitaksja w fazie gazowej.
Epitaksja w fazie stałej: odnosi się do wzrostu warstwy pojedynczego kryształu na podłożu przy użyciu źródła stałego. Na przykład wyżarzanie termiczne po implantacji jonów jest w rzeczywistości procesem epitaksji w fazie stałej. Podczas implantacji jonów atomy krzemu w płytce krzemowej są bombardowane przez wszczepione jony o wysokiej energii, pozostawiając swoje pierwotne pozycje w siatce i stają się amorficzne, tworząc powierzchniową amorficzną warstwę krzemu. Po wyżarzaniu termicznym w wysokiej temperaturze atomy amorficzne powracają do swoich pozycji sieciowych i pozostają zgodne z orientacją kryształów atomowych wewnątrz podłoża.
Metody wzrostu epitaksji z fazy gazowej obejmują chemiczną epitaksję z fazy gazowej, epitaksję z wiązek molekularnych, epitaksję warstwy atomowej itp. W produkcji układów scalonych najczęściej stosowana jest chemiczna epitaksja z fazy gazowej. Zasada chemicznej epitaksji z fazy gazowej jest zasadniczo taka sama jak w przypadku chemicznego osadzania z fazy gazowej. Obydwa to procesy polegające na osadzaniu cienkich warstw w wyniku reakcji chemicznej na powierzchni płytek po zmieszaniu gazów.
Różnica polega na tym, że epitaksja chemiczna z fazy gazowej powoduje powstanie warstwy pojedynczego kryształu, co wiąże się z wyższymi wymaganiami dotyczącymi zawartości zanieczyszczeń w sprzęcie i czystości powierzchni płytki. Wczesny chemiczny proces epitaksjalnego krzemu w fazie gazowej należy prowadzić w warunkach wysokiej temperatury (wyższej niż 1000°C). Wraz z udoskonaleniem sprzętu procesowego, zwłaszcza przyjęciem technologii próżniowej komory wymiany, znacznie poprawiono czystość wnęki urządzenia i powierzchni płytki krzemowej, a epitaksję krzemową można przeprowadzać w niższej temperaturze (600-700° C). Proces epitaksjalnego płytki krzemowej polega na wyhodowaniu warstwy monokrystalicznego krzemu na powierzchni płytki krzemowej.
W porównaniu z oryginalnym podłożem krzemowym, epitaksjalna warstwa krzemu ma wyższą czystość i mniej defektów sieci, co poprawia wydajność produkcji półprzewodników. Ponadto grubość wzrostu i stężenie domieszkowania epitaksjalnej warstwy krzemu naniesionej na płytkę krzemową można elastycznie projektować, co zapewnia elastyczność konstrukcji urządzenia, na przykład zmniejszając opór podłoża i poprawiając izolację podłoża. Wbudowany proces epitaksjalny źródło-dren jest technologią szeroko stosowaną w węzłach zaawansowanej technologii logicznej.
Odnosi się do procesu epitaksjalnego wzrostu domieszkowanego germanu lub krzemu w obszarach źródła i drenu tranzystorów MOS. Do głównych zalet wprowadzenia wbudowanego procesu epitaksjalnego źródło-dren należy: wyhodowanie warstwy pseudokrystalicznej zawierającej naprężenia powstałe w wyniku adaptacji sieci, poprawa ruchliwości nośników kanałowych; Domieszkowanie in situ źródła i drenu może zmniejszyć pasożytniczy opór złącza źródło-dren i zmniejszyć defekty implantacji jonów wysokoenergetycznych.
3. sprzęt do hodowli cienkowarstwowej
3.1 Sprzęt do odparowywania próżniowego
Odparowanie próżniowe to metoda powlekania, która polega na nagrzaniu materiałów stałych w komorze próżniowej w celu spowodowania ich odparowania, odparowania lub sublimacji, a następnie skroplenia i osadzenia się na powierzchni materiału podłoża w określonej temperaturze.
Zwykle składa się z trzech części, a mianowicie układu próżniowego, układu odparowania i układu grzewczego. System próżniowy składa się z rur próżniowych i pomp próżniowych, a jego główną funkcją jest zapewnienie odpowiedniego środowiska próżniowego do odparowania. Układ odparowywania składa się ze stołu wyparnego, elementu grzejnego i elementu do pomiaru temperatury.
Materiał docelowy przeznaczony do odparowania (taki jak Ag, Al itp.) umieszcza się na stole wyparnym; element ogrzewania i pomiaru temperatury to system o zamkniętej pętli stosowany do kontrolowania temperatury parowania w celu zapewnienia płynnego parowania. System grzewczy składa się ze stopnia opłatkowego i elementu grzejnego. Stopień waflowy służy do umieszczenia podłoża, na którym należy odparować cienką warstwę, a element grzejny służy do realizacji ogrzewania podłoża i kontroli sprzężenia zwrotnego pomiaru temperatury.
Środowisko próżniowe jest bardzo ważnym warunkiem w procesie odparowania próżniowego, który jest związany z szybkością parowania i jakością folii. Jeśli stopień próżni nie spełnia wymagań, odparowane atomy lub cząsteczki będą często zderzać się z pozostałymi cząsteczkami gazu, zmniejszając ich średnią swobodną drogę, a atomy lub cząsteczki ulegną znacznemu rozproszeniu, zmieniając w ten sposób kierunek ruchu i zmniejszając warstwę tempo formowania.
Ponadto, ze względu na obecność resztkowych cząsteczek gazu zanieczyszczającego, osadzona folia jest poważnie zanieczyszczona i złej jakości, szczególnie gdy szybkość wzrostu ciśnienia w komorze nie spełnia normy i występuje nieszczelność, powietrze przedostaje się do komory próżniowej , co będzie miało poważny wpływ na jakość filmu.
Charakterystyka strukturalna urządzeń do odparowywania próżniowego decyduje o tym, że jednorodność powłoki na podłożach wielkogabarytowych jest słaba. Aby poprawić jego jednorodność, ogólnie przyjmuje się metodę zwiększania odległości źródło-podłoże i obracania podłoża, ale zwiększanie odległości źródło-podłoże wiąże się z poświęceniem szybkości wzrostu i czystości folii. Jednocześnie, ze względu na zwiększenie przestrzeni próżniowej, zmniejsza się stopień wykorzystania odparowanego materiału.
3.2 Sprzęt do fizycznego osadzania z fazy gazowej DC
Fizyczne osadzanie z fazy gazowej prądem stałym (DCPVD) jest również znane jako rozpylanie katodowe lub dwustopniowe rozpylanie próżniowe DC. Materiał docelowy próżniowego rozpylania prądu stałego służy jako katoda, a podłoże jako anoda. Rozpylanie próżniowe polega na wytworzeniu plazmy poprzez jonizację gazu procesowego.
Naładowane cząstki w plazmie są przyspieszane w polu elektrycznym w celu uzyskania określonej ilości energii. Cząsteczki o wystarczającej energii bombardują powierzchnię materiału tarczy, w wyniku czego atomy tarczy zostają rozpylone; napylone atomy z określoną energią kinetyczną przemieszczają się w kierunku podłoża, tworząc cienką warstwę na powierzchni podłoża. Gaz używany do napylania to na ogół gaz rzadki, taki jak argon (Ar), więc warstwa utworzona w wyniku napylania nie zostanie zanieczyszczona; ponadto promień atomowy argonu jest bardziej odpowiedni do rozpylania katodowego.
Rozmiar cząstek rozpylających musi być zbliżony do rozmiaru atomów docelowych, które mają być rozpylane. Jeśli cząstki są zbyt duże lub zbyt małe, nie można wytworzyć skutecznego rozpylania. Oprócz współczynnika wielkości atomu, na jakość rozpylania wpływa również współczynnik masy atomu. Jeśli źródło cząstek rozpylających jest zbyt jasne, atomy docelowe nie zostaną rozpylone; jeśli rozpylające cząstki są zbyt ciężkie, tarcza zostanie „wygięta” i tarcza nie zostanie napylona.
Materiał tarczy stosowany w DCPVD musi być przewodnikiem. Dzieje się tak dlatego, że gdy jony argonu w gazie procesowym bombardują materiał tarczy, łączą się ponownie z elektronami na powierzchni materiału tarczy. Gdy materiał tarczy jest przewodnikiem, takim jak metal, elektrony zużyte w wyniku tej rekombinacji są łatwiej uzupełniane przez źródło zasilania, a wolne elektrony w innych częściach materiału tarczy poprzez przewodzenie elektryczne, tak że powierzchnia materiału tarczy jako całość pozostaje naładowana ujemnie i utrzymuje się rozpylanie.
I odwrotnie, jeśli materiał tarczy jest izolatorem, po ponownym połączeniu elektronów na powierzchni materiału tarczy, wolne elektrony w innych częściach materiału tarczy nie mogą zostać uzupełnione przez przewodzenie elektryczne, a nawet ładunki dodatnie będą gromadzić się na powierzchni materiału tarczy. powierzchni materiału tarczy, powodując wzrost potencjału materiału tarczy, a ładunek ujemny materiału tarczy jest osłabiany, aż do jego zaniku, co ostatecznie prowadzi do zakończenia rozpylania.
Dlatego też, aby materiały izolacyjne nadawały się również do napylania, konieczne jest znalezienie innej metody napylania. Rozpylanie o częstotliwości radiowej to metoda rozpylania odpowiednia zarówno dla obiektów przewodzących, jak i nieprzewodzących.
Inną wadą DCPVD jest wysokie napięcie zapłonu i silne bombardowanie podłoża elektronami. Skutecznym sposobem rozwiązania tego problemu jest zastosowanie rozpylania magnetronowego, dlatego też rozpylanie magnetronowe ma naprawdę praktyczne znaczenie w dziedzinie układów scalonych.
3.3 Sprzęt do fizycznego osadzania z fazy gazowej RF
Fizyczne osadzanie z fazy gazowej o częstotliwości radiowej (RFPVD) wykorzystuje energię o częstotliwości radiowej jako źródło wzbudzenia i jest metodą PVD odpowiednią do różnych materiałów metalowych i niemetalowych.
Typowe częstotliwości zasilacza RF stosowane w RFPVD to 13,56 MHz, 20 MHz i 60 MHz. Dodatnie i ujemne cykle zasilania RF pojawiają się naprzemiennie. Gdy cel PVD znajduje się w dodatnim półcyklu, ponieważ powierzchnia celu ma dodatni potencjał, elektrony w atmosferze procesowej będą przepływać do powierzchni celu, aby zneutralizować ładunek dodatni zgromadzony na jego powierzchni, a nawet nadal będą gromadzić elektrony, spowodowanie, że jego powierzchnia będzie obciążona ujemnie; gdy cel rozpylający znajduje się w ujemnym półcyklu, jony dodatnie będą przemieszczać się w kierunku celu i zostaną częściowo zneutralizowane na powierzchni celu.
Najważniejsze jest to, że prędkość ruchu elektronów w polu elektrycznym RF jest znacznie większa niż jonów dodatnich, a czas dodatniego i ujemnego półcyklu jest taki sam, więc po pełnym cyklu powierzchnia docelowa będzie „netto” naładowane ujemnie. Dlatego w ciągu pierwszych kilku cykli ładunek ujemny powierzchni docelowej wykazuje tendencję rosnącą; następnie powierzchnia docelowa osiąga stabilny potencjał ujemny; następnie, ponieważ ładunek ujemny tarczy działa odpychająco na elektrony, ilość ładunków dodatnich i ujemnych odbieranych przez elektrodę tarczy ma tendencję do równoważenia się, a tarcza wykazuje stabilny ładunek ujemny.
Z powyższego procesu widać, że proces powstawania ujemnego napięcia nie ma nic wspólnego z właściwościami samego materiału tarczy, więc metoda RFPVD może nie tylko rozwiązać problem rozpylania tarcz izolacyjnych, ale także jest dobrze kompatybilna z konwencjonalnymi celami z przewodnikami metalowymi.
3.4 Urządzenia do rozpylania magnetronowego
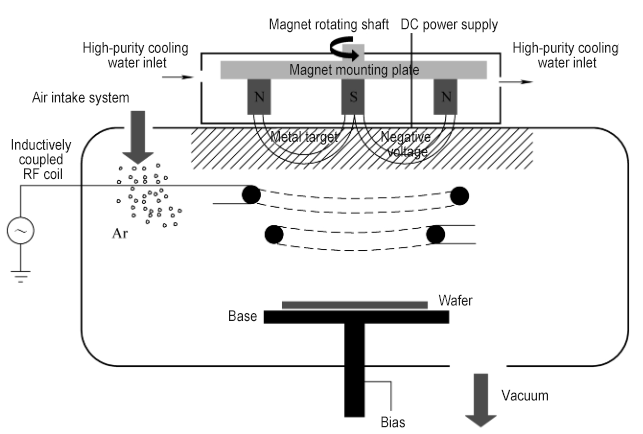
Rozpylanie magnetronowe to metoda PVD polegająca na dodaniu magnesów z tyłu celu. Dodane magnesy i system zasilania prądem stałym (lub zasilaczem prądu przemiennego) tworzą źródło rozpylania magnetronowego. Źródło rozpylania służy do wytworzenia interaktywnego pola elektromagnetycznego w komorze, wychwytywania i ograniczania zakresu ruchu elektronów w plazmie wewnątrz komory, wydłużania ścieżki ruchu elektronów, a tym samym zwiększania stężenia plazmy, a ostatecznie osiągania więcej zeznanie.
Ponadto, ponieważ więcej elektronów jest związanych w pobliżu powierzchni celu, bombardowanie podłoża przez elektrony jest zmniejszone, a temperatura podłoża jest obniżona. W porównaniu z technologią DCPVD z płaską płytą, jedną z najbardziej oczywistych cech technologii fizycznego osadzania z fazy gazowej magnetronu jest to, że napięcie wyładowania zapłonu jest niższe i bardziej stabilne.
Ze względu na wyższe stężenie w osoczu i większą wydajność rozpylania, może osiągnąć doskonałą wydajność osadzania, kontrolę grubości osadzania w dużym zakresie wielkości, precyzyjną kontrolę składu i niższe napięcie zapłonu. Dlatego też rozpylanie magnetronowe zajmuje dominującą pozycję w obecnym procesie PVD z metaliczną powłoką. Najprostsza konstrukcja źródła rozpylania magnetronowego polega na umieszczeniu grupy magnesów z tyłu płaskiej tarczy (poza układem próżniowym) w celu wygenerowania pola magnetycznego równoległego do powierzchni tarczy w lokalnym obszarze powierzchni tarczy.
Jeśli zostanie umieszczony magnes trwały, jego pole magnetyczne jest względnie stałe, co skutkuje stosunkowo stałym rozkładem pola magnetycznego na powierzchni docelowej w komorze. Napylane są tylko materiały w określonych obszarach celu, stopień wykorzystania celu jest niski, a jednorodność przygotowanej folii jest słaba.
Istnieje pewne prawdopodobieństwo, że napylone cząstki metalu lub innego materiału osadzą się z powrotem na powierzchni docelowej, gromadząc się w cząstki i tworząc zanieczyszczenie defektowe. Dlatego komercyjne źródła rozpylania magnetronowego wykorzystują głównie konstrukcję z obracającym się magnesem, aby poprawić jednorodność folii, stopień wykorzystania celu i rozpylanie pełnego celu.
Ważne jest, aby zrównoważyć te trzy czynniki. Jeśli równowaga nie będzie dobrze obsługiwana, może to skutkować dobrą jednorodnością powłoki, przy jednoczesnym znacznym zmniejszeniu stopnia wykorzystania docelowej wartości (skrócenie żywotności tarczy) lub nieosiągnięciu pełnego docelowego rozpylania lub pełnej docelowej korozji, co spowoduje problemy z cząstkami podczas rozpylania proces.
W technologii magnetronu PVD należy wziąć pod uwagę mechanizm ruchu wirującego magnesu, kształt tarczy, system chłodzenia tarczy i źródło rozpylania magnetronowego, a także konfigurację funkcjonalną podstawy, na której znajduje się płytka, taką jak adsorpcja płytki i kontrola temperatury. W procesie PVD temperatura płytki jest kontrolowana w celu uzyskania wymaganej struktury krystalicznej, wielkości i orientacji ziaren, a także stabilności działania.
Ponieważ przewodzenie ciepła między grzbietem płytki a powierzchnią podstawy wymaga pewnego ciśnienia, zwykle rzędu kilku torów, a ciśnienie robocze w komorze jest zwykle rzędu kilku mtorów, ciśnienie na odwrocie płytki jest znacznie większy niż nacisk na górną powierzchnię płytki, dlatego do pozycjonowania i ograniczania płytki potrzebny jest uchwyt mechaniczny lub uchwyt elektrostatyczny.
Aby osiągnąć tę funkcję, uchwyt mechaniczny opiera się na własnym ciężarze i krawędzi płytki. Chociaż ma zalety prostej struktury i niewrażliwości na materiał płytki, efekt krawędzi płytki jest oczywisty, co nie sprzyja ścisłej kontroli cząstek. Dlatego w procesie produkcji układów scalonych był on stopniowo zastępowany uchwytem elektrostatycznym.
W przypadku procesów, które nie są szczególnie wrażliwe na temperaturę, można również zastosować metodę regałów bezadsorpcyjnych i bezkontaktowych (brak różnicy ciśnień pomiędzy górną i dolną powierzchnią płytki). Podczas procesu PVD wyściółka komory i powierzchnia części mających kontakt z plazmą zostaną osadzone i pokryte. Kiedy grubość osadzonej warstwy przekracza limit, folia pęka i odkleja się, powodując problemy z cząstkami.
Dlatego obróbka powierzchniowa takich części jak okładzina jest kluczem do rozszerzenia tego limitu. Piaskowanie powierzchni i natryskiwanie aluminium to dwie powszechnie stosowane metody, których celem jest zwiększenie chropowatości powierzchni w celu wzmocnienia połączenia folii z powierzchnią okładziny.
3.5 Sprzęt do fizycznego osadzania jonizacyjnego z fazy gazowej
Wraz z ciągłym rozwojem technologii mikroelektroniki rozmiary elementów stają się coraz mniejsze. Ponieważ technologia PVD nie jest w stanie kontrolować kierunku osadzania się cząstek, zdolność PVD do przedostawania się przez otwory i wąskie kanały przy wysokich współczynnikach kształtu jest ograniczona, co sprawia, że szersze zastosowanie tradycyjnej technologii PVD staje się coraz większym wyzwaniem. W procesie PVD, wraz ze wzrostem współczynnika kształtu rowka porów, pokrycie w dolnej części maleje, tworząc w górnym narożniku zwisającą strukturę przypominającą okap, a w dolnym narożniku najsłabsze pokrycie.
Aby rozwiązać ten problem, opracowano technologię fizycznego osadzania zjonizowanego z fazy gazowej. Najpierw plazmatyzuje atomy metalu napylane z tarczy na różne sposoby, a następnie reguluje napięcie polaryzacji załadowane na płytkę, aby kontrolować kierunek i energię jonów metali, aby uzyskać stabilny kierunkowy przepływ jonów metali w celu przygotowania cienkiej warstwy, poprawiając w ten sposób pokrycie dolnej części stopni o wysokim współczynniku kształtu przez otwory i wąskie kanały.
Typową cechą technologii zjonizowanej plazmy metalicznej jest dodanie w komorze cewki o częstotliwości radiowej. Podczas procesu ciśnienie robocze w komorze utrzymuje się na stosunkowo wysokim poziomie (5 do 10 razy większe od normalnego ciśnienia roboczego). Podczas PVD cewka o częstotliwości radiowej wykorzystywana jest do generowania drugiego obszaru plazmy, w którym stężenie plazmy argonowej wzrasta wraz ze wzrostem mocy częstotliwości radiowej i ciśnienia gazu. Kiedy atomy metalu wyrzucone z tarczy przechodzą przez ten obszar, wchodzą w interakcję z plazmą argonową o dużej gęstości, tworząc jony metali.
Zastosowanie źródła RF na nośniku płytki (takiego jak uchwyt elektrostatyczny) może zwiększyć ujemne odchylenie płytki, aby przyciągnąć dodatnie jony metalu na dno rowka porów. Ten kierunkowy przepływ jonów metali prostopadły do powierzchni płytki poprawia pokrycie dna stopnia porów i wąskich kanałów o wysokim współczynniku kształtu.
Ujemne naprężenie przyłożone do płytki powoduje również bombardowanie powierzchni płytki przez jony (rozpylanie odwrotne), co osłabia wystającą strukturę wlotu rowka porów i powoduje rozpylanie folii osadzonej na dnie na ściankach bocznych w rogach dna porów rowek, zwiększając w ten sposób pokrycie stopni w rogach.
3.6 Urządzenia do chemicznego osadzania z fazy gazowej pod ciśnieniem atmosferycznym
Sprzęt do chemicznego osadzania z fazy gazowej pod ciśnieniem atmosferycznym (APCVD) odnosi się do urządzenia, które natryskuje gazowe źródło reakcji ze stałą prędkością na powierzchnię ogrzanego stałego podłoża w środowisku o ciśnieniu zbliżonym do ciśnienia atmosferycznego, powodując reakcję chemiczną źródła reakcji na powierzchnię podłoża, a produkt reakcji osadza się na powierzchni podłoża, tworząc cienką warstwę.
Sprzęt APCVD jest najwcześniejszym sprzętem CVD i nadal jest szeroko stosowany w produkcji przemysłowej i badaniach naukowych. Sprzęt APCVD można stosować do wytwarzania cienkich warstw, takich jak krzem monokrystaliczny, krzem polikrystaliczny, dwutlenek krzemu, tlenek cynku, dwutlenek tytanu, szkło fosforokrzemianowe i szkło borofosfokrzemianowe.
3.7 Niskociśnieniowe urządzenia do chemicznego osadzania z fazy gazowej
Sprzęt do niskociśnieniowego chemicznego osadzania z fazy gazowej (LPCVD) odnosi się do sprzętu, który wykorzystuje surowce gazowe do reakcji chemicznej na powierzchni stałego podłoża w środowisku ogrzanym (350–1100°C) i niskociśnieniowym (10–100 mTorr), oraz reagenty osadzają się na powierzchni podłoża, tworząc cienką warstwę. Sprzęt LPCVD jest opracowywany na podstawie APCVD w celu poprawy jakości cienkich folii, poprawy równomierności rozkładu charakterystycznych parametrów, takich jak grubość folii i rezystywność, oraz poprawy wydajności produkcji.
Jego główną cechą jest to, że w niskociśnieniowym środowisku pola termicznego gaz procesowy reaguje chemicznie na powierzchni podłoża waflowego, a produkty reakcji osadzają się na powierzchni podłoża, tworząc cienką warstwę. Sprzęt LPCVD ma zalety w przygotowywaniu wysokiej jakości cienkich warstw i może być stosowany do wytwarzania cienkich warstw, takich jak tlenek krzemu, azotek krzemu, polikrzem, węglik krzemu, azotek galu i grafen.
W porównaniu z APCVD, niskociśnieniowe środowisko reakcji sprzętu LPCVD zwiększa średnią swobodną drogę i współczynnik dyfuzji gazu w komorze reakcyjnej.
Cząsteczki gazu reakcyjnego i gazu nośnego w komorze reakcyjnej można równomiernie rozprowadzić w krótkim czasie, co znacznie poprawia równomierność grubości folii, jednorodność rezystywności i równomierne pokrycie warstwy, a zużycie gazu reakcyjnego jest również niewielkie. Ponadto środowisko niskociśnieniowe przyspiesza również prędkość przesyłu substancji gazowych. Zanieczyszczenia i produkty uboczne reakcji dyfundowane z podłoża można szybko usunąć ze strefy reakcji przez warstwę graniczną, a gaz reakcyjny szybko przechodzi przez warstwę graniczną i dociera do powierzchni podłoża w celu przeprowadzenia reakcji, skutecznie tłumiąc w ten sposób samodomieszkowanie, przygotowując wysokiej jakości folie ze stromymi strefami przejściowymi, a także poprawiające wydajność produkcji.
3.8 Sprzęt do chemicznego osadzania z fazy gazowej wzmocnionego plazmą
Chemiczne osadzanie z fazy gazowej wspomagane plazmą (PECVD) jest szeroko stosowaną metodątechnologia osadzania filmu Hin. Podczas procesu plazmowego prekursor gazowy ulega jonizacji pod działaniem plazmy, tworząc wzbudzone grupy aktywne, które dyfundują na powierzchnię podłoża, a następnie ulegają reakcjom chemicznym, aby zakończyć wzrost filmu.
W zależności od częstotliwości wytwarzania plazmy, plazmę stosowaną w PECVD można podzielić na dwa typy: plazmę o częstotliwości radiowej (plazma RF) i plazmę mikrofalową (plazma mikrofalowa). Obecnie częstotliwość radiowa stosowana w przemyśle wynosi zazwyczaj 13,56 MHz.
Wprowadzenie plazmy o częstotliwości radiowej zwykle dzieli się na dwa typy: sprzężenie pojemnościowe (CCP) i sprzężenie indukcyjne (ICP). Metoda sprzęgania pojemnościowego jest zwykle metodą bezpośredniej reakcji plazmowej; podczas gdy metoda sprzęgania indukcyjnego może być metodą bezpośrednią plazmową lub odległą metodą plazmową.
W procesach produkcji półprzewodników PECVD jest często używany do hodowli cienkich warstw na podłożach zawierających metale lub inne struktury wrażliwe na temperaturę. Na przykład w dziedzinie metalowych połączeń back-end układów scalonych, ponieważ struktury źródła, bramki i drenu urządzenia zostały utworzone w procesie front-end, wzrost cienkich warstw w obszarze metalowych połączeń scalonych podlega do bardzo rygorystycznych ograniczeń budżetu termicznego, dlatego zwykle uzupełnia się go wspomaganiem plazmowym. Dostosowując parametry procesu plazmowego, można w pewnym zakresie regulować i optymalizować gęstość, skład chemiczny, zawartość zanieczyszczeń, wytrzymałość mechaniczną i parametry naprężenia cienkiej folii hodowanej w PECVD.
3.9 Sprzęt do osadzania warstwy atomowej
Osadzanie warstwy atomowej (ALD) to technologia osadzania cienkowarstwowego, która okresowo narasta w postaci warstwy quasi-monoatomowej. Jego cechą charakterystyczną jest to, że grubość osadzonej folii można precyzyjnie regulować, kontrolując liczbę cykli wzrostu. W przeciwieństwie do procesu chemicznego osadzania z fazy gazowej (CVD), dwa (lub więcej) prekursory w procesie ALD naprzemiennie przechodzą przez powierzchnię podłoża i są skutecznie izolowane przez usuwanie rzadkiego gazu.
Te dwa prekursory nie będą się mieszać i spotykać w fazie gazowej, aby zareagować chemicznie, a jedynie reagować poprzez chemiczną adsorpcję na powierzchni podłoża. W każdym cyklu ALD ilość prekursora zaadsorbowanego na powierzchni podłoża jest powiązana z gęstością grup aktywnych na powierzchni podłoża. Po wyczerpaniu się grup reaktywnych na powierzchni podłoża, nawet w przypadku wprowadzenia nadmiaru prekursora, na powierzchni podłoża nie nastąpi adsorpcja chemiczna.
Ten proces reakcji nazywany jest reakcją samoograniczającą powierzchni. Ten mechanizm procesu sprawia, że grubość folii wytworzonej w każdym cyklu procesu ALD jest stała, zatem proces ALD ma zalety polegające na precyzyjnej kontroli grubości i dobrym pokryciu etapów folii.
3.10 Sprzęt do epitaksji z wiązek molekularnych
System epitaksji z wiązek molekularnych (MBE) odnosi się do urządzenia epitaksjalnego, które wykorzystuje jedną lub więcej wiązek atomowych lub wiązek molekularnych energii cieplnej do natryskiwania na ogrzaną powierzchnię podłoża z określoną prędkością w warunkach ultrawysokiej próżni oraz adsorbowania i migracji na powierzchni podłoża do epitaksjalnego wzrostu cienkich warstw monokryształu wzdłuż kierunku osi kryształu materiału podłoża. Ogólnie rzecz biorąc, w warunkach ogrzewania w piecu strumieniowym z osłoną termiczną, źródło wiązki tworzy wiązkę atomową lub wiązkę molekularną, a folia rośnie warstwa po warstwie wzdłuż kierunku osi kryształu materiału podłoża.
Charakteryzuje się niską temperaturą wzrostu epitaksjalnego, a grubość, granica międzyfazowa, skład chemiczny i stężenie zanieczyszczeń można precyzyjnie kontrolować na poziomie atomowym. Chociaż MBE wywodzi się z wytwarzania ultracienkich warstw monokrystalicznych półprzewodników, jego zastosowanie rozszerzyło się obecnie na różne systemy materiałowe, takie jak metale i dielektryki izolacyjne, i może wytwarzać III-V, II-VI, krzem, krzemo-german (SiGe ), grafen, tlenki i filmy organiczne.
System epitaksji z wiązek molekularnych (MBE) składa się głównie z układu ultrawysokiej próżni, źródła wiązki molekularnej, systemu mocowania i ogrzewania podłoża, systemu przenoszenia próbek, systemu monitorowania in-situ, systemu kontroli i układu testowego system.
System próżniowy obejmuje pompy próżniowe (pompy mechaniczne, pompy molekularne, pompy jonowe i pompy kondensacyjne itp.) oraz różne zawory, które mogą wytworzyć środowisko wzrostu bardzo wysokiej próżni. Ogólnie osiągalny stopień próżni wynosi od 10-8 do 10-11 Torr. System próżniowy składa się głównie z trzech próżniowych komór roboczych, mianowicie komory wtrysku próbki, komory obróbki wstępnej i analizy powierzchni oraz komory wzrostu.
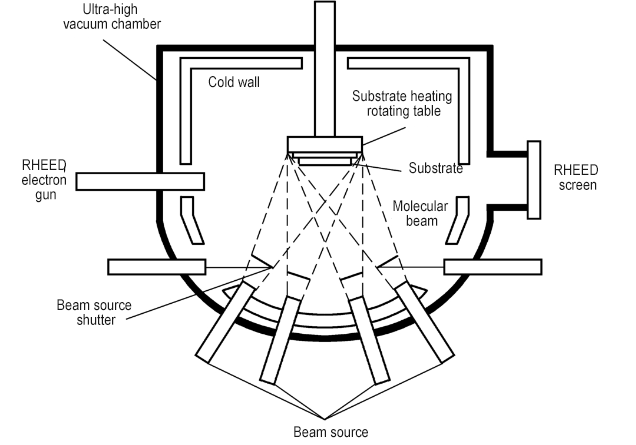
Komora wtrysku próbki służy do przenoszenia próbek na świat zewnętrzny w celu zapewnienia warunków wysokiej próżni innych komór; komora obróbki wstępnej i analizy powierzchni łączy komorę nastrzyku próbki z komorą wzrostu, a jej główną funkcją jest wstępna obróbka próbki (odgazowanie w wysokiej temperaturze w celu zapewnienia całkowitej czystości powierzchni podłoża) oraz wykonanie wstępnej analizy powierzchni na oczyszczona próbka; komora wzrostowa jest podstawową częścią systemu MBE, składającą się głównie z pieca źródłowego i odpowiadającego mu zespołu przesłony, konsoli sterowania próbką, układu chłodzenia, odbiciowej dyfrakcji elektronów o wysokiej energii (RHEED) oraz systemu monitorowania na miejscu . Niektóre produkcyjne urządzenia MBE mają wiele konfiguracji komór wzrostowych. Poniżej przedstawiono schemat ideowy struktury wyposażenia MBE:
MBE materiału krzemowego wykorzystuje krzem o wysokiej czystości jako surowiec, rośnie w warunkach bardzo wysokiej próżni (10-10 ~ 10-11 Torr), a temperatura wzrostu wynosi 600 ~ 900 ℃, z Ga (typu P) i Sb ( typu N) jako źródła dopingu. Powszechnie stosowane źródła domieszki, takie jak P, As i B, są rzadko używane jako źródła wiązki, ponieważ trudno je odparować.
W komorze reakcyjnej MBE panuje bardzo wysoka próżnia, co zwiększa średnią swobodną drogę cząsteczek oraz zmniejsza zanieczyszczenie i utlenianie na powierzchni rosnącego materiału. Przygotowany materiał epitaksjalny ma dobrą morfologię i jednorodność powierzchni i można go przekształcić w strukturę wielowarstwową z różnym domieszką lub różnymi składnikami materiału.
Technologia MBE umożliwia powtarzalny wzrost ultracienkich warstw epitaksjalnych o grubości pojedynczej warstwy atomowej, a granica między warstwami epitaksjalnymi jest stroma. Promuje wzrost półprzewodników III-V i innych wieloskładnikowych materiałów heterogenicznych. Obecnie system MBE stał się zaawansowanym urządzeniem procesowym do produkcji nowej generacji urządzeń mikrofalowych i optoelektronicznych. Wadami technologii MBE są powolne tempo wzrostu folii, wysokie wymagania dotyczące próżni oraz wysokie koszty sprzętu i użytkowania sprzętu.
3.11 System epitaksji w fazie gazowej
System epitaksji z fazy gazowej (VPE) odnosi się do urządzenia do epitaksjalnego wzrostu, które transportuje związki gazowe do podłoża i uzyskuje warstwę materiału monokrystalicznego o tym samym układzie sieci co podłoże w wyniku reakcji chemicznych. Warstwa epitaksjalna może być warstwą homoepitaksjalną (Si/Si) lub warstwą heteroepitaksjalną (SiGe/Si, SiC/Si, GaN/Al2O3 itp.). Obecnie technologia VPE jest szeroko stosowana w dziedzinie przygotowania nanomateriałów, urządzeń zasilających, półprzewodnikowych urządzeń optoelektronicznych, fotowoltaiki słonecznej i układów scalonych.
Typowe VPE obejmuje epitaksję pod ciśnieniem atmosferycznym i epitaksję pod zmniejszonym ciśnieniem, chemiczne osadzanie z fazy gazowej w ultrawysokiej próżni, chemiczne osadzanie z fazy gazowej metali organicznych itp. Kluczowymi punktami w technologii VPE są konstrukcja komory reakcyjnej, tryb i jednorodność przepływu gazu, jednorodność temperatury i precyzyjna kontrola, kontrola ciśnienia i stabilność, kontrola cząstek i defektów itp.
Obecnie kierunkiem rozwoju głównych komercyjnych systemów VPE jest ładowanie dużych płytek, w pełni automatyczne sterowanie oraz monitorowanie temperatury i procesu wzrostu w czasie rzeczywistym. Systemy VPE mają trzy struktury: pionową, poziomą i cylindryczną. Metody ogrzewania obejmują ogrzewanie oporowe, ogrzewanie indukcyjne o wysokiej częstotliwości i ogrzewanie promieniowaniem podczerwonym.
Obecnie systemy VPE wykorzystują głównie poziome struktury dyskowe, które charakteryzują się dobrą równomiernością wzrostu warstwy epitaksjalnej i dużym obciążeniem płytek. Systemy VPE zwykle składają się z czterech części: reaktora, systemu grzewczego, systemu ścieżki gazowej i systemu sterowania. Ponieważ czas wzrostu warstw epitaksjalnych GaAs i GaN jest stosunkowo długi, najczęściej stosuje się ogrzewanie indukcyjne i ogrzewanie oporowe. W krzemowym VPE do wzrostu grubej warstwy epitaksjalnej wykorzystuje się głównie ogrzewanie indukcyjne; Wzrost cienkiej warstwy epitaksjalnej wykorzystuje głównie ogrzewanie podczerwone, aby osiągnąć cel szybkiego wzrostu/spadku temperatury.
3.12 System epitaksji w fazie ciekłej
System epitaksji fazy ciekłej (LPE) odnosi się do sprzętu do wzrostu epitaksjalnego, który rozpuszcza hodowany materiał (taki jak Si, Ga, As, Al itp.) i domieszki (takie jak Zn, Te, Sn itp.) w metal o niższej temperaturze topnienia (taki jak Ga, In itp.), tak że substancja rozpuszczona jest nasycona lub przesycona w rozpuszczalniku, a następnie podłoże monokrystaliczne kontaktuje się z roztworem i substancja rozpuszczona zostaje wytrącona z rozpuszczalnika poprzez stopniowe schładzanie, a na powierzchni podłoża wyrasta warstwa materiału krystalicznego o strukturze krystalicznej i stałej sieci podobnej do podłoża.
Metodę LPE zaproponowali Nelson i in. w 1963 r. Służy do hodowli cienkich warstw Si i materiałów monokrystalicznych, a także materiałów półprzewodnikowych, takich jak grupy III-IV i tellurek rtęci i kadmu, i może być używany do produkcji różnych urządzeń optoelektronicznych, urządzeń mikrofalowych, urządzeń półprzewodnikowych i ogniw słonecznych .
—————————————————————————————————————————————————— ———————————-
Semicera może zapewnićczęści grafitowe, miękki/sztywny filc, części z węglika krzemu, Części z węglika krzemu CVD, ICzęści pokryte SiC/TaCz za 30 dni.
Jeśli interesują Cię powyższe produkty półprzewodnikowe,Nie wahaj się z nami skontaktować po raz pierwszy.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Czas publikacji: 31 sierpnia 2024 r